高い測定精度、速い応答速度、強力な抗干渉能力を備えたWLX-II型溶鋼連続温度測定装置は、リアルタイムオンラインモニタリング溶鋼温度変化を備え、国内最新世代の高精度溶鋼温度測定です。製品。各種製鉄プラントへの適用により、製品の信頼性と安定性が十分に確認されています。白金ロジウム熱電対熱検出器の代替として最適な製品です。
測定範囲:700~1650℃
測定の不確かさ: ≤ ±3℃
温度管の寿命: ≥24 時間 (現場の状況に応じて異なる寿命の温度管を生産できます)
使用温度:0~70℃(検出器)、5~70℃(信号処理器)
標準出力:4~20mA/1~5V(1450~1650℃対応)
出力駆動力: ≤400Ω(4-20mA)
出力精度:0.5
電源:AC220V±10V、50HZ
電力: 信号プロセッサー 30W、大画面ディスプレイ 25W。

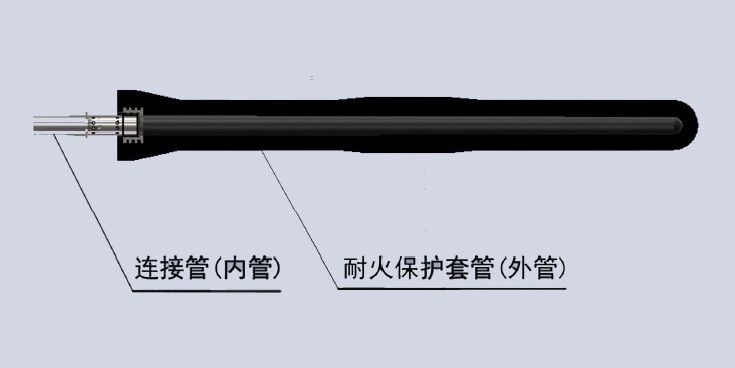
温度チューブは接続チューブと耐火性保護ケースで構成されています。耐火保護ケースは接続チューブを介して検出器に接続されています。タンディッシュ溶鋼の異なる深さと温度管までの溶鋼の腐食に応じて、温度の長さは1100mm、1000mm、850mmの仕様があります。直径は¢85mmと¢90mmの仕様があり、ユーザーのニーズに応じてカスタマイズできます。
温度管は溶鋼に直接挿入され、温度を感知します。挿入深さは280mm以上必要です。温度測定信号はアウターチューブの底部の内側から発信されます。機器の応答時間は、基本的に温度管の底部の外側から内側にエネルギーが伝わる時間に等しくなります。接続チューブは温度管と検出器の接続に使用します。インナーチューブは主にチューブ内の煙を排除し、光路の清浄性を確保します。
| アイテム | 体 | アルミ・マグネシウム・カーボンスラグライン | マグネシウムスラグライン |
| Al2O3% | 54.8-56.2 | 61.7-62.2 | 22.7-23.3 |
| SiO2% | 7.0~8.0 | ||
| ZrO2% | |||
| MgO% | 8.5-9.0 | 41.4-42.0 | |
| FC% | 27.1~27.9 | 25.0~25.4 | 29.2~30.0 |
| 体積密度 g/cm2 | 2.46~2.53 | 2.71~2.79 | 2.48~2.52 |
| 見掛け気孔率% | 11.5-14.8 | 11.4~13.8 | 11.8-12.8 |
| 冷間圧壊強さ MPa | 20.9~32.9 | 21.2~27.6 | 20.7-26.7 |
| 常温曲げ強さ MPa | 20.9~32.9 | 5.4-7.3 | 5.5-8.3 |
検出器は光学部品、光電変換器、信号伝送路、出力プラグ、冷却空気ダクトなどで構成されています。検出器の入力端子は温度管の接続管に接続されています。出力端子は6Pプラグを介して信号プロセッサに接続します。入出力端子はフレキシブルな冷却エアダクトで保護された信号伝送線で接続されています。光学系は温度管の底部から送られてくる赤外線信号を光電変換器に伝送し、光電変換器で光信号を電気信号に変換し、信号伝送路を介して信号処理装置に伝送します。



信号処理装置は、電源モジュール、アナログ信号処理モジュール、アナログデジタル変換モジュール、デジタル処理モジュール、通信モジュール、表示モジュールなどで構成されます。大画面ディスプレイは、電源モジュール、通信モジュール、表示モジュールなどで構成されます。
シグナルプロセッサーには二重温度補償機能があり、センサーの環境温度と機器の使用温度によって引き起こされる測定偏差を自動的に補償できます。
信号プロセッサは、検出器によって入力された電気信号を受け取ります。測定された溶鋼の温度は、赤外線放射理論に従ってマイクロプロセッサによって計算され、画面に表示されます。その間、通信機能を通じてリアルタイムの温度データを大画面に表示できます。連続鋳造プロセスをリアルタイムで監視するために、電気信号を主制御コンピュータに出力できます。
1) 本製品を使用することにより、タンディッシュ溶鋼温度とその変動傾向を継続的かつ高精度に検出することができ、溶鋼温度の高温・低温によるブリードアウトや注水ノズルの詰まりを防止し、ブリードによるロスを低減します。穴抜けや凍結穴、事故によるアイドル時間を削減し、鋳造機の稼働率を高めます。
2) 本製品を使用することでタンディッシュ溶鋼温度の変化則を知ることができます。この変更ルールに従って、製鋼や精錬などの次のプロセスに、より合理的な技術パラメータ要件を提示することができます。これにより、出湯温度を15~20℃下げるだけでなく、厳格なプロセスシステムを確保し、管理レベルと温度測定精度を向上させることができます。
3) 正確な温度測定により、過熱度を5~10℃下げることができます。過熱度を下げることで、より広い等軸結晶領域が得られ、鋳造ブランクの中心偏析が緩和され、緩み、引け巣、亀裂などの欠陥が効果的に回避され、鋼の品質が向上します。一方、過熱度を下げることにより、鋳造速度と鋼の品質を向上させることができます。実際の適用により、この温度測定システムは鋳造速度を平均 10% 向上できることが証明されています。